
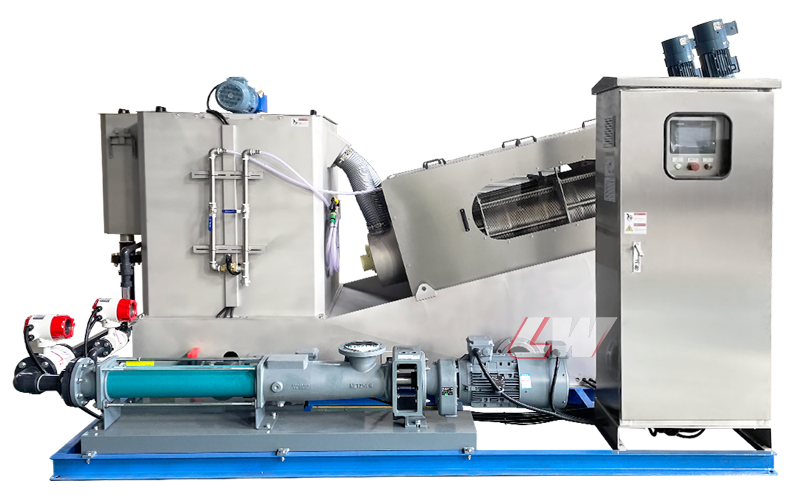
If your screw press dewatering machine is producing wet, crumbly sludge cake with moisture content consistently above 80%, this guide gives you the complete diagnostic process and step-by-step corrective actions — so you can resolve the problem without unnecessary downtime or equipment replacement.
Before diagnosing problems, it helps to know what performance you should actually expect from a screw press. Target moisture content varies by sludge type:
Sludge Type | Target Moisture Content |
Municipal Wastewater Sludge | 75%–80% | Cake holds shape, no visible dripping |
Industrial Sludge (chemical, textile, sand washing, dredging) | 70%–82% | Varies by solids composition and viscosity |
If your sludge cake moisture content is regularly above 80% and the cake is wet, loose, or dripping, that is a confirmed dewatering anomaly — not a normal operating condition. Systematic troubleshooting is required.
Based on commissioning data from hundreds of screw press installations across municipal and industrial applications, high sludge cake moisture typically traces back to one of four categories. Here they are in order of frequency:
Flocculation is the upstream step that determines whether sludge solids bind tightly enough for mechanical dewatering to work. When floc quality is poor, no amount of equipment parameter adjustment will fully compensate.
Common flocculation problems:

Screw speed, back pressure, feed rate, and feed concentration all directly affect how long sludge is compressed inside the press and at what pressure. These are frequently misadjusted — especially during initial commissioning or after sludge type changes.
Key parameter issues:
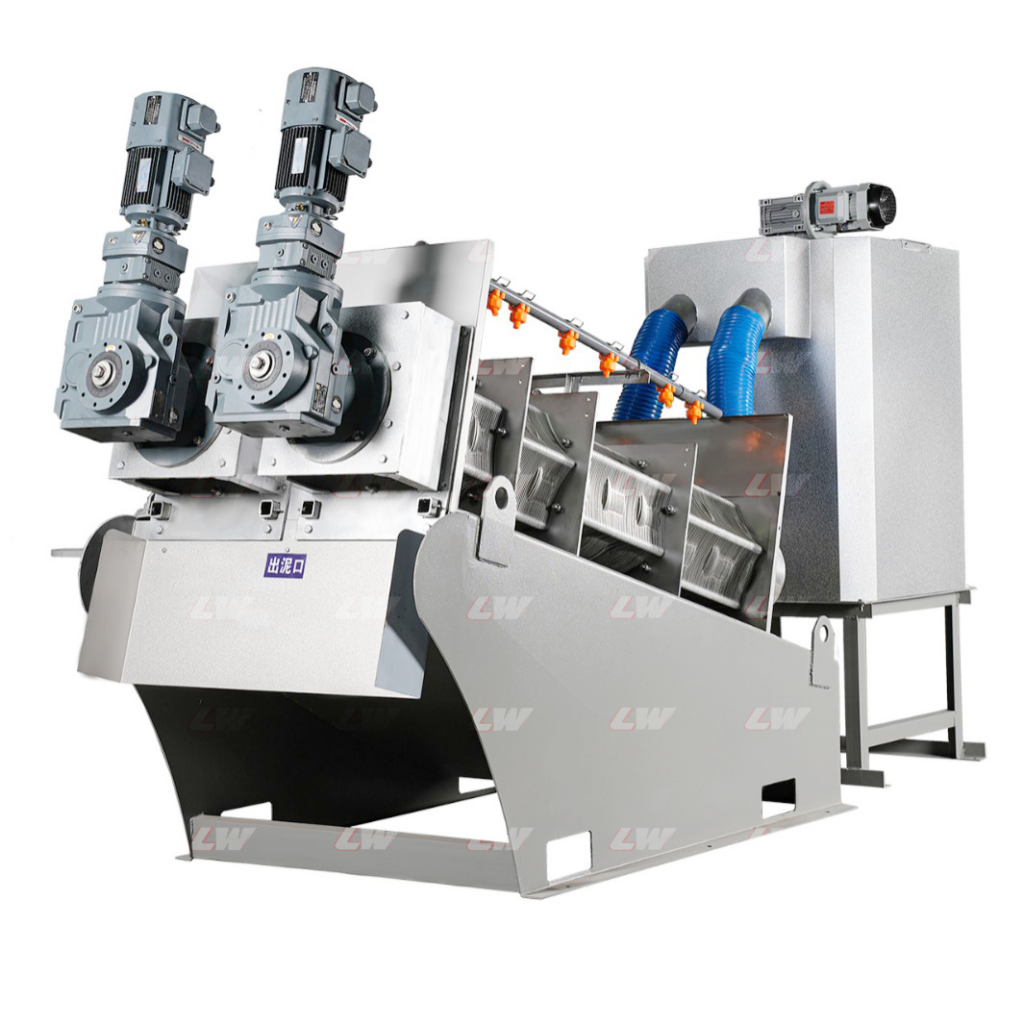
Continuous operation gradually degrades the mechanical components responsible for filtration and compression. When wear reaches a threshold, dewatering efficiency drops noticeably.
What to inspect:

Sludge characteristics are not static. Seasonal changes, process upsets, or influent variability can alter sludge dewaterability overnight — rendering previously optimized parameters ineffective.
Work through these steps in sequence — starting with flocculation, then equipment parameters, then mechanical inspection. Most sites resolve the problem at Step 1 or 2.
Visual floc check:
In the conditioning tank, healthy flocs are 1–4 cm, firm, and well-formed. The supernatant above the flocs should be clear. If flocs are small and dispersed, increase polymer dose. If flocs are oversized and gelatinous, reduce dose.
Polymer selection:
Confirm polymer type matches sludge surface charge. Using the wrong type cannot be compensated with dosage adjustment.
Solution preparation:
Prepare PAM at 0.2% concentration. Allow 30 minutes of hydration time with gentle agitation before use. Dry polymer clumps reduce effective concentration and cause uneven dosing.
Mixing speed:
Set conditioning tank mixer to 60–80 RPM. This range achieves uniform polymer distribution without mechanical floc destruction.
Screw speed:
Back pressure plate gap:
Adjust one-quarter turn at a time and allow 10–15 minutes of stabilization before re-evaluating cake moisture.
Feed rate and concentration:
Parameter | Starting Value |
Screw speed | 10 RPM |
Back pressure gap | 4–6 mm |
Stabilization time before tuning | 30 minutes |
Adjustment increment | 1 RPM / one-quarter turn |
Do not run new machines at maximum parameters from startup. Ramp gradually and allow 30 minutes of stable operation before adjusting. This protects both equipment and process stability.
For sites with high variability in sludge type, flow rate, or operating staff availability, Loway Equipment screw press units support integrated automation packages including:
Automated systems consistently deliver sludge cake moisture content of 75%–78% across municipal, textile, chemical, and sand washing applications — without manual intervention between shifts.

High sludge cake moisture content in screw press systems is a solvable problem — and in over 80% of cases, the root cause is either flocculation mismatch or operating parameters that have not been tuned to current sludge conditions. Equipment replacement is rarely necessary.
Follow this sequence:
Properly configured and maintained, a screw press dewatering machine should reliably produce sludge cake at 75%–80% moisture content — firm, stackable, and within disposal and transport compliance thresholds.



Specializing in industrial-grade solid-liquid separation, Loway Equipment serves a broad spectrum of global sectors, including mining, chemicals, food processing, petrochemical, pharmaceuticals, and municipal wastewater treatment.
schedule a consultation with our filtration experts